




浅析砂光机精度是怎么调整的?
输送辊筒的调整。
送进系统包含多对运输辊筒,一般下输送辊为包胶辊,也有包胶辊开槽的,上输送辊一般为不包胶钢辊。根据所需要的砂板压紧力来调整上输送辊。目前,提供上输送辊反压力的方式有螺旋弹簧式、碟簧式及气缸式。不管采用哪种压紧方式,一般应让下输送胶辊的压缩量在0.5~0.8mm,并且各个上输送辊对下输送辊的压力及同一输送辊前后的压力应均等,否则将出现砂光板在砂光机中爬行、振动、走偏,出现振纹。砂光板如果走偏,则板因不能同时脱离上下输送辊的夹紧力的约束而发生抖动,这样会出现横向条纹。我们不主张单独对某对辊筒作过多地调整,以防破坏原先调好的下砂板基准及其与砂板辊筒、输送导板之间的位置关系,这往往是板面出现横纹的直接原因。







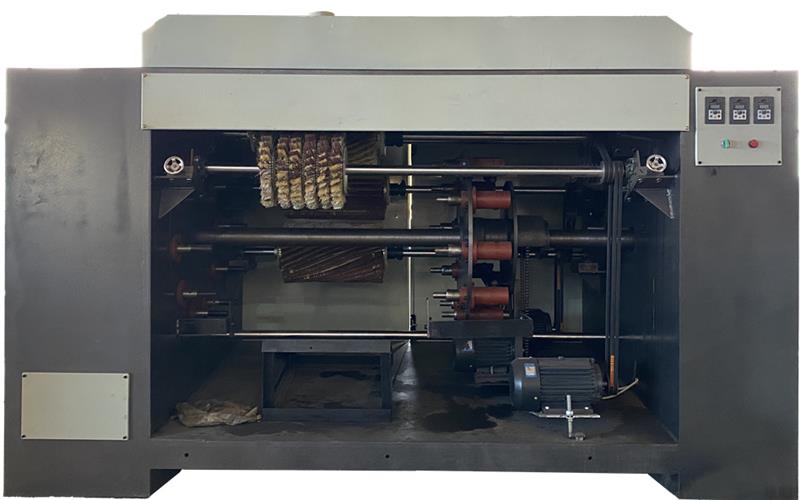
油漆砂光机
功能:油漆砂光
规格:单砂架或双砂架接触辊砂头
外部直径:450MM
该接触辊砂架较软,附带的砂带由的主马驱动,使用于镶木地板
该机器可达到砂光效果,该设备带有真空台面,实用马达,气喷带清洗,清洁刷以及大直径接触辊。
无需琴键式压垫,此设备操作简便,无电脑控制仪表,低廉维修保养费用,体现了配件很小化的好效果。

万宝木工机械砂光板缺陷分析
砂光板缺陷主要有二种,一是砂光板厚度精度;二是砂光板表面质量。多年使用经难证明,控制砂光板厚度精度较容易,但控制砂光板表面质量十分困难。厚度精度有数据可确定,而表面质量只能凭手感、目测,有较大的不确定性。针对上述情况,下面重点分析砂光板缺陷。
厚度精度误差分析
1)砂光板两侧尺寸不一致,截面成斜楔形,这是由于上下砂辊不平行所致。
2)砂光板两侧薄、中间厚,截面近似菱形。此现象出现在四砂架以上的砂光机,相邻两对砂辊都不平行,且方向相反。
3)砂光板厚薄不均,在截面上无规则,但位置相对固定。原因有二,一是砂辊出现无规则磨损;二是磨垫、关毛毡、石墨带厚度不均,或磨垫体变形,或磨垫安装(指安装关毛毡、石墨带)不当。
4)在砂光板两侧距端部10-15mm范围内,尺寸明显低于正常范围,称塌边。

您好,欢迎莅临万宝配件,欢迎咨询...
 触屏版二维码 |




